Установка заготовок на фрезерных станках

Установка заготовок на фрезерных станках
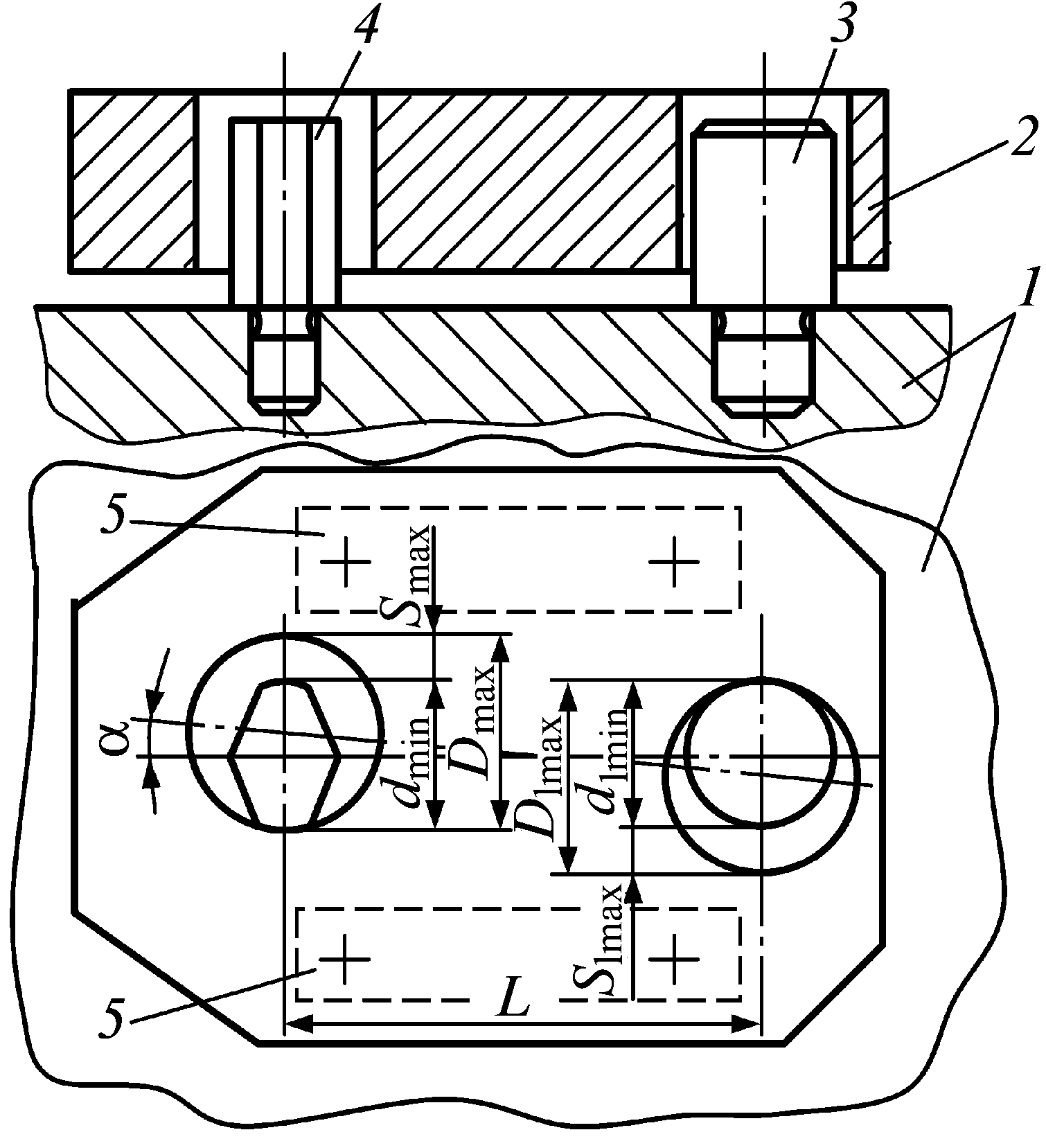
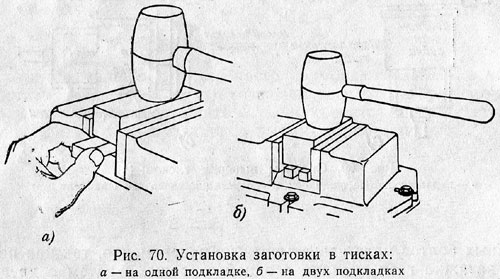
Под установкой следует понимать совокупность приемов, соооящих из подготовки к установке, собственно установки заготовки , выверки и закрепления. Эти работы выполняются в следующем порядке: определяется местоположение заготовки заготовок на поверхности стола; устанавливаются универсальные установочные приспособления если таковые требуются ; предварительно закрепляются и затем выверяются универсальные установочные приспособления; окончательно закрепляются установочные приспособления; устанавливается заготовка заготовки на стол станка и предварительно закрепляется; выверяется правильность положения заготовки заготовок относительно станка если установочные приспособления не полностью устраняют необходимость этого; окончательно закрепляют заготовку заготовки. Каждая деталь механизма машины должна занимать в них вполне определенное положение, которое достигается тем, что она связана с другими частями своими базовыми поверхностями.













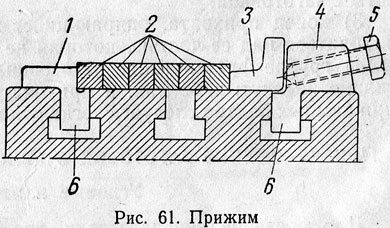
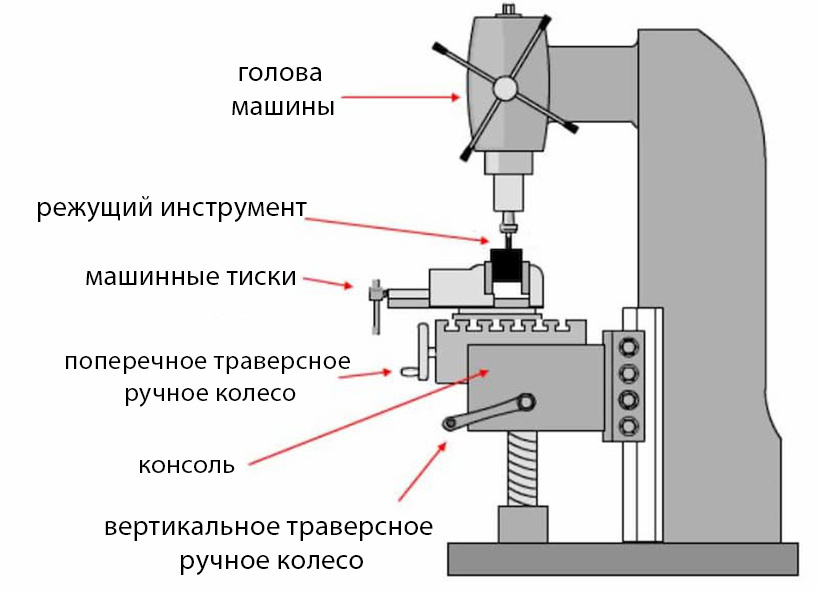
При обработке деталей используют разные виды фрезерных приспособлений, чтобы запустить станок и оптимизировать рабочий процесс. Совокупность этих устройств принято называть комплектом технологической оснастки станка. Остановимся детальнее на каждом типе приспособлений для фрезерного станка.


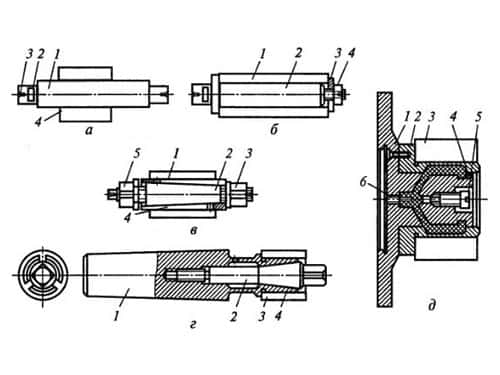
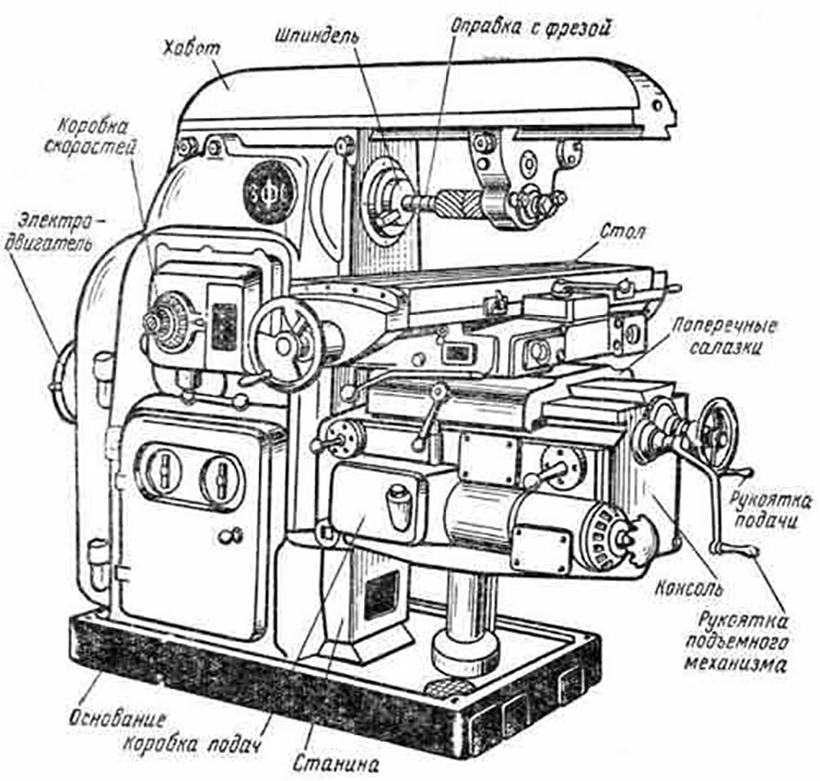
Правильно выполнить крепление инструмента на станки является важной задачей. Передний конец шпинделей фрезерных станков ГОСТ имеет центрирующий наружный диаметр и крутой внутренний конус с конусностью для лучшего центрирования хвостовиков оправок и фрез. Вращение инструменту передается шпонками поводками , закрепленными на торце шпинделя.




.jpg)